
制御盤内発熱量が増え続ける原因
制御盤内の発熱量はどんどん増加し、それに比例して制御盤内温度も上昇し続けています。
ここではその原因を考えてみます。
熱問題の基本とその解決方法についてご紹介!
制御盤の熱問題にフォーカスした、全24ページの資
料です。熱による制御盤のトラブルやその解決方法
をご紹介します。
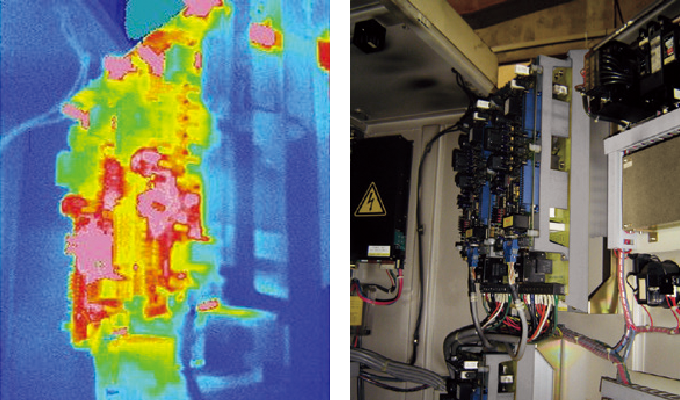
熱の高密度化
制御機器の性能は飛躍的に高まり、半導体やコンデンサー等の電子部品の実装点数の増加、集積回路や多層基板などの多様と容積の小型化に対して、放熱効率が追いつけず、必然的に熱の高密度化が高まり、制御機器自ら発熱リスクを抱えるようになっています。

生産設備の高速化・多軸化
効率追求のため生産工程での時短・高速化が強く求められています。高速化を実現するには高性能CPU が必要です。そのためには内部クロックを高速化し、動作処理速度をさらに高速処理させなければなりません。その結果、CPU の内部消費電力はさらに増大します。
さらに、生産工程の自動化・多機能化により、サーボアンプやインバーターなどが多軸化され使用台数も増えるため、発熱量も増大傾向となります。


機器/設備/制御盤のダウンサイジングによる放熱力の低下
高性能化とともに小型化も実現した電子部品や電気回路により、制御機器だけでなく設備自体もダウンサイジングされ、さらに制御盤自体もスペース効率改善のため小型化され始めています。制御盤のダウンサイジングは制御盤内発熱の放熱量を低下させ、内部へ熱を閉じ込める結果となります。
盤表面積と推定盤内温度
下の表は、1000W の盤内発熱量を盤サイズを小さくした場合の盤内温度の推定値を算出したものです。
盤表面積(=放熱面積)が小さくなると推定盤内温度も上昇しています。
| 盤表面積 (底面除く、5面) |
11m2 (2×2×0.5) |
8.75m2 (2×1.5×0.5) |
6.5m2 (2×1×0.5) |
5m2 (1.5×1×0.5) |
3.5m2 (1×1×0.5) |
|---|---|---|---|---|---|
| 外気=35℃時の 推定盤内温度 |
53.2℃ | 57.9℃ | 65.8℃ | 75.0℃ | 92.1℃ |
| 外気との温度差 | +18.2℃ | +22.9℃ | +30.8℃ | +40.0℃ | +57.1℃ |
| 11m2基準とした温度差 | - | +4.7℃ | +12.6℃ | +21.8℃ | +38.9℃ |
※上記の数値は、計算値のため実際の結果と同じではありません。
ひとくち解説推定盤内温度上昇の求め方(目安)
注)あくまで目安です。実際とは異なる場合があります。
設備の密集による周囲温度上昇と外気温度上昇
限られたスペースでの生産設備の新設・増強のためには設備を隣接させ、無駄なスペースをなくすしかありません。そのため隣接した設備周辺は風通しや換気効率が悪化し、周囲温度が上昇するため制御盤内発熱も放熱量が下がって制御盤内発熱量が増えることになります。最近の猛暑などによる工場内の温度上昇がさらに拍車をかける原因となっています。
世界、日本、東京の夏(6月〜8月)の平均気温偏差(1900年からの偏差)
夏の平均気温偏差
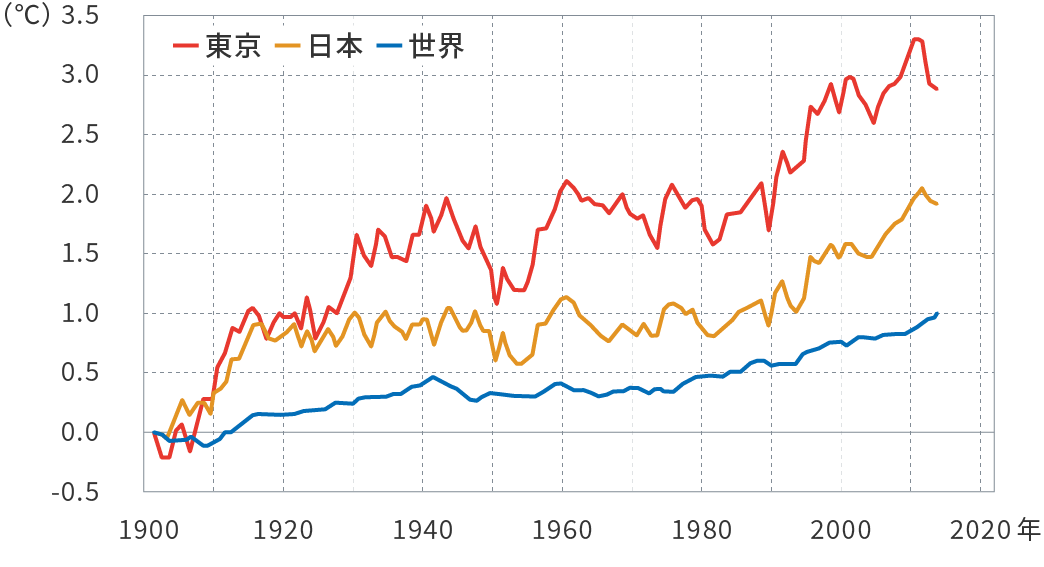
出典:熱中症環境保健マニュアル(気象庁資料から作成、5年移動平均)
熱対策が不足している制御盤内の温度推移
下のグラフは、一般的な工場の制御盤内の温度推移を記録したものです。制御盤用熱交換器は装着していますが、制御盤内温度は外気温度から15℃以上も上昇しています。
いつ熱トラブルを起こしても不思議ではありません。
動力制御盤の盤内温度と外気温度の推移
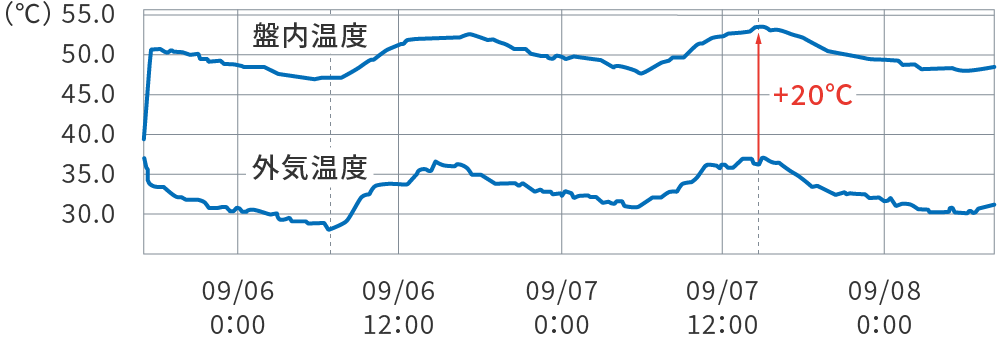
測定設備:自動車部品金属加工ライン(空調なし)
盤の熱対策:空冷式熱交換器
制御盤の寸法:H=2000、W=1000、D=500
収納機器:ACサーボ3軸他~
測定ポイント:盤中央部1点
熱問題の基本とその解決方法についてご紹介!
制御盤の熱問題にフォーカスした、全24ページの資
料です。熱による制御盤のトラブルやその解決方法
をご紹介します。
