








周辺情報
切削油剤の選び方
目的・材料・加工方法別の切削油剤の選び方について説明しています。
(1)目的に応じて不水溶か水溶性を選択
作業の目的に合わせて適切な油剤を
切削油剤にはさまざまな種類があることを前回お伝えしましたが、では、どのように使い分けていけばよいのでしょうか。
大きく分けると、冷却性と潤滑性ですが、加工工程や被削材の種類、作業する現場の環境などを考えながら、切削油剤それぞれの特性から選んでいくことが大切です。
冷却性で得られる効果
- 工作物の温度抑制……寸法精度を維持向上できる
- 切削工具の温度抑制…寸法精度を維持向上できる、機械の精度を維持できる、工具の寿命が伸びる
潤滑で得られる効果
- 切削工具への凝着抑制…加工面の品質が向上できる、工具の寿命が伸びる
砥石で削って加工する研削加工で使われる油剤は研削油剤と言われますが、こちらは摩擦で発生する熱との戦いです。作業の目的により、摩擦熱を抑制する潤滑性と、発生した熱を除去する冷却性、どちらを重視するかをよく考えて選んでいくことが大切です。
切削油剤の作用
| 目的 | 寸法精度の向上 | 仕上げ面粗さの向上 | 切削力の低減 | 工具寿命の延長 | 作業の効率化 | 品質の向上 | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 働き | 工具摩耗の抑制 | 熱膨張の抑制 | 構成刃先の抑制 | 摩擦の抑制 | 工具摩耗の抑制 | 熱劣化の抑制 | 切りくず処理 | 工作物の冷却 | 工作物・工作機械 のさび止め |
|
| 基本性能 | 潤滑作用 | ○ | ○ | ○ | ||||||
| 抗溶着作用 | ○ | ○ | ○ | |||||||
| 冷却作用 | ○ | ○ | ○ | ○ | ○ | ○ | ||||
| さび止め作用 | ○ | |||||||||
| 洗浄作用 | ○ | |||||||||
研削油剤の作用
| 目的 | 加工精度の向上 | 切削力の低減 | といし寿命の延長 | 作業の効率化 | 品質の向上 | ||||
|---|---|---|---|---|---|---|---|---|---|
| 働き | 目つぶれ・目こぼれ の抑制 |
熱膨張の抑制 | 目つぶれ・目づまり の抑制 |
目つぶれ・目こぼれ の抑制 |
切りくず処理 | 工作物の冷却 | 焼け・割れの防止 | 工作物・工作機械 のさび止め |
|
| 基本性能 | 潤滑作用 | ○ | ○ | ○ | ○ | ||||
| 抗溶着作用 | ○ | ○ | ○ | ||||||
| 冷却作用 | ○ | ○ | ○ | ○ | ○ | ○ | |||
| さび止め作用 | ○ | ||||||||
| 洗浄作用 | ○ | ○ | |||||||
不水溶性と水溶性どちらを選択するか
潤滑性や抗溶着性を重視する場合は不水溶性油剤、冷却性を重視する場合は水溶性油剤が主に選ばれます。簡単に言えば、切れ味を重視するなら不水溶性油剤、冷却重視なら水溶性油剤ということになります。
また、浸透性、洗浄性については、界面活性剤を含んでいる水溶性油剤が優れていますが、錆止め性や耐劣化性などは、水が含まれていない不水溶性油剤のほうが優れています。
切削油剤の特性
| 特性 種類 (JIS分類) |
潤滑性 | 抗溶着性 | 冷却性 | 浸透性 | 洗浄性 | 消泡性 | さび止め性 | 耐腐敗性 | 耐劣化性 | 作業性 | 引火の危険性 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 不水溶性切削油剤 | 油性形 (N1種) |
○ | ○ | × | ○ | × | ★ | ★ | - | ★ | × | 有 |
| 不活性極圧形 (N2、N3種) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| 活性極圧形 (N4種) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| 水溶性切削油剤 | エマルション (A1種) |
○~× | × | ○ | ○ | ○ | ○ | × | × | × | × | 無 |
| ソリュブル (A2種) |
× | × | ★ | ★ | ★ | × | ○ | ○ | ○ | ○ | ||
| ソリューション (A3種) |
× | × | ★ | × | × | ★~○ | ○ | ★ | ○ | ★ | ||
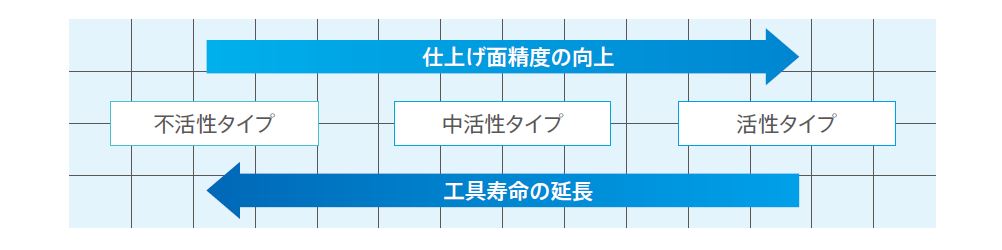
不水溶性油剤の選び方
不水溶性油剤は、大きく「油性形」「不活性極圧形」「活性極圧形」に分かれますが、工具の寿命を重視する場合は不活性タイプ、加工面の品質の向上には活性タイプが向いています。
また、被削材別では、下の図のようになり、作業の目的により選択が必要です。例えば、炭素鋼や合金鋼、鋳鉄、アルミ合金は、適度に潤滑性を持っている油性形が向いており、ステンレス鋼や耐熱鋼など溶着が起きやすい被削材には、抗溶着性に優れた極圧形が向いています。
水溶性油剤の選び方
水溶性油剤は主に冷却性に優れていますが、その上でさらに、冷却性を重視するか潤滑性を重視するかで細かく選択が変わってきます。冷却性重視の場合はソリューブルタイプまたはソリューションタイプ、潤滑性重視の場合はエマルションタイプとなります。
また、被削材別でも、目的に合わせた選択が必要です。例えば、潤滑性が求められる鋼にはエマルション、冷却性が求められる鋳鉄にはソリューブル、ステンレス鋼や耐熱鋼など溶着が起きやすい被削材には、抗溶着性を高める極圧添加剤が含まれるエマルションが向いています。
(2)被削材ごとの切削油剤選択
鋼
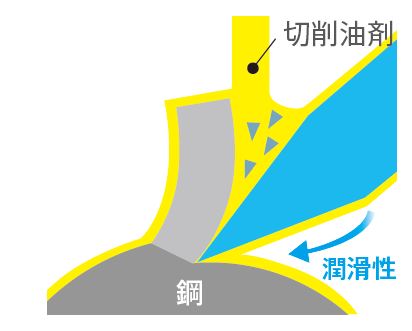
- 加工精度が要求される場合は、潤滑性が高くなる極圧添加剤を含む不水溶性油剤。
- 水溶性油剤を使う場合は潤滑性が高いエマルションタイプ。
- 重切削の場合は、極圧添加剤を含むエマルションタイプ。
鋳鉄
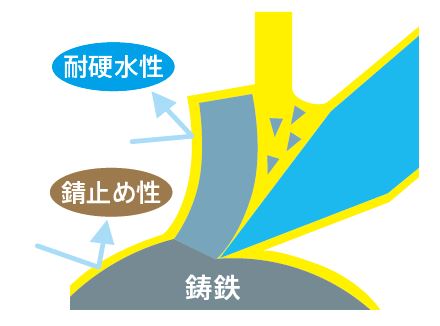
- 錆が防げる不水溶性油剤では、油性形、不活性極圧形の油剤。
- 水溶性油剤を使う場合は錆止め性に優れた油剤。
- ダクタイル鋳鉄の場合は、長期使用による水溶性油剤の硬度上昇を考慮し耐硬水性に優れた油剤。
アルミ・アルミ合金
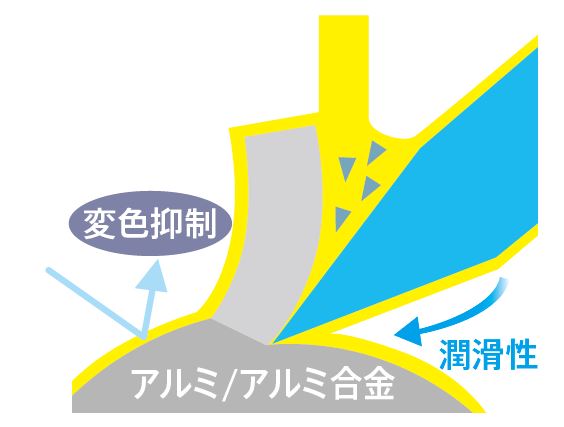
- 不水溶性油剤では、油性形の油剤。
- 被削材が柔らかく凝着が起こりやすいため、潤滑性の高いエマルションタイプの水溶性油剤。
- 水溶性油剤の場合は、変色抑制のある油剤。
銅・銅合金
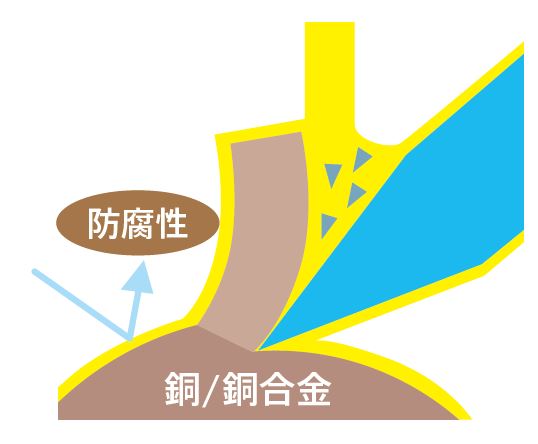
- 硫黄系極圧添加剤が含まれる油剤では腐食が発生するため要注意。
- 水溶性油剤の場合は、防食性のある油剤。
(3)加工方法ごとの切削油剤選択
連続切削/断続切削
切削油剤の選び方について、前回は被削材を中心にご紹介しましたが、加工方法によっても考える必要があります。
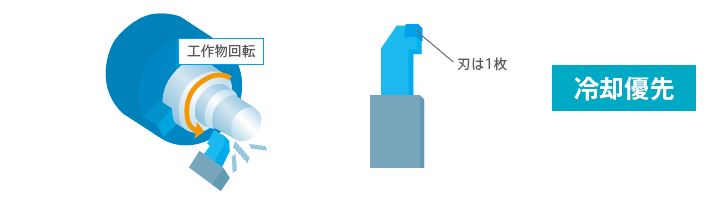
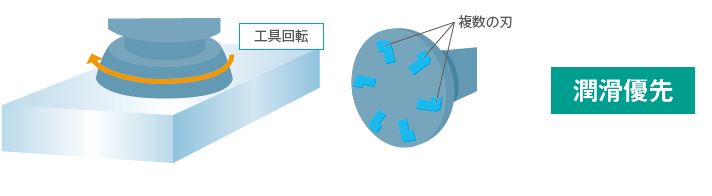
例えば旋盤による加工で、回転する被削材に単刃(一つの刃)の切削工具が、連続的に接触している場合を連続切削と呼び、フライス加工で、固定された被削材に多刃(複数の刃)の切削工具が、繰り返し(断続的に)作用する場合を断続切削と呼びます。
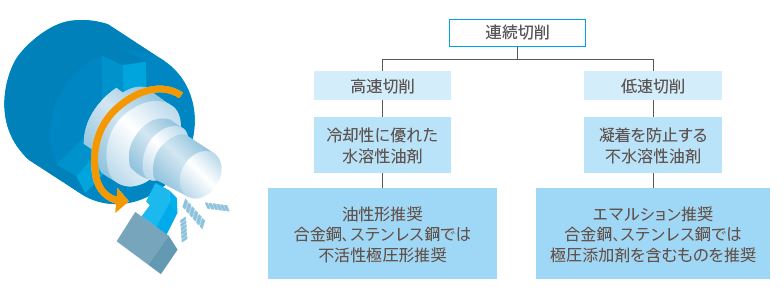
連続切削の場合は、常に切削工具が被削材に接触しているため摩擦による熱が刃先に溜まりやすくなり、冷却性に優れた油剤が適しています。
一方、断続切削の場合、切削工具が被削材に当たり食い込む際に、大きな衝撃が発生しますので、潤滑性に優れた油剤が適しています。
連続切削…刃が連続的に被削材に接触している加工
断続切削…刃が断続的に被削材に繰り返し接触したり離れたりする加工
加工方法ごとの最適油剤
旋削加工では
切削油剤の選び方について、前回は被削材を中心にご紹介しましたが、加工方法によっても考える必要があります。
例えば旋盤による加工で、回転する被削材に単刃(一つの刃)の切削工具が、連続的に接触している場合を連続切削と呼び、フライス加工で、固定された被削材に多刃(複数の刃)の切削工具が、繰り返し(断続的に)作用する場合を断続切削と呼びます。
連続切削の場合は、常に切削工具が被削材に接触しているため摩擦による熱が刃先に溜まりやすくなり、冷却性に優れた油剤が適しています。
一方、断続切削の場合、切削工具が被削材に当たり食い込む際に、大きな衝撃が発生しますので、潤滑性に優れた油剤が適しています。
フライス加工では
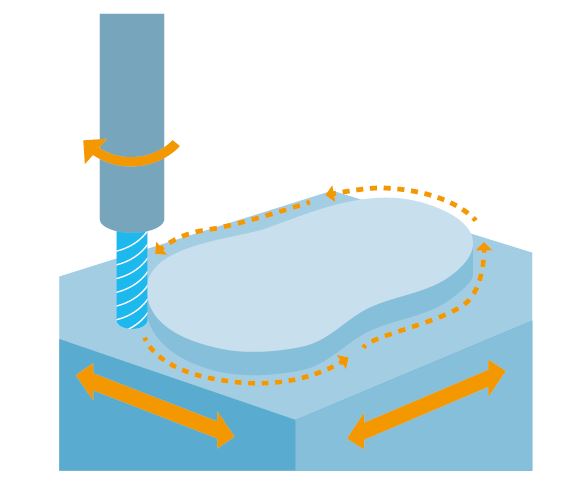
フライス加工とは、フライス盤を使い、回転している切削工具を被削材に当てて加工する方法です。エンドミル、正面フライス、平フライスなどの切削工具が使われます。
切削工具は多刃であるため断続切削となり、衝撃が大きく、また刃先の温度変化も大きく(熱衝撃)なり、刃先が欠けるチッピングが発生しやすくなります。その防止として、切削油剤を使わないドライ切削や、不水溶性油剤の使用が適しています。
穴あけ(ドリル)加工
ドリルによる穴あけ加工では、切りくずの排出方向と切削油剤の流入方向が逆になるため、切削油剤が切削点に届きにくくなります。
そのため、排出される切りくずに逆らって穴の奥まで届く、浸透性の高い切削油剤が要求されます。
不水溶性油剤では油性形、水溶性では、ソリューブルやシンセティックが適しています。
リーマ加工
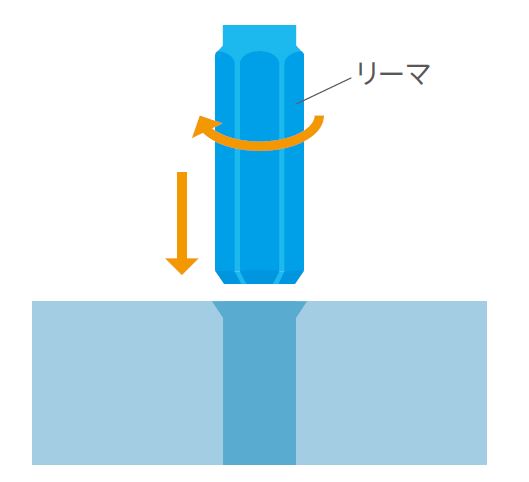
リーマ加工とは、ドリルなどであけた穴を、より高精度に仕上げていく加工です。
高い精度が要求されるため、潤滑性に優れた切削油剤が使われ、さらに工具の摩耗や構成刃先を防ぐため、一般的には極圧添加剤を含む低粘度の不水溶性油剤が使われます。
特に、合金鋼、ステンレス鋼では、活性硫黄を含む活性極圧形、アルミ合金では、油性形が適しています。
水溶性油剤の場合は、潤滑性の高いエマルションが一般的ですが、合金鋼、ステンレス鋼では極圧添加剤を含むエマルションが適しています。
タップ加工
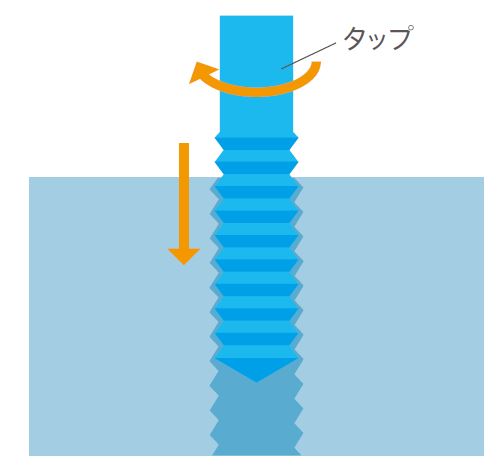
タップ加工とは、タップ(切削工具)でねじ穴をきる加工です。タップと被削材の摩擦が大きくなるため、潤滑性、抗溶着性に優れた不水溶性油剤が適しています。
詳細は、リーマ加工で推奨される切削油剤と同じです。
歯切り加工
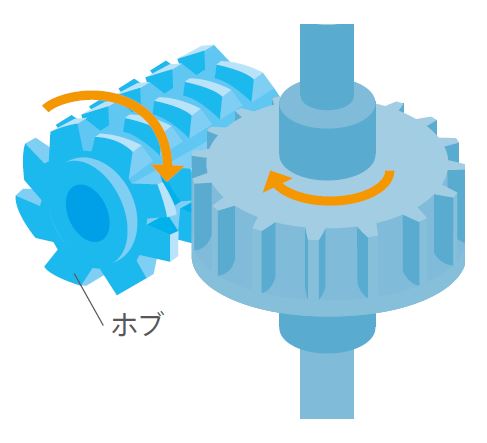
歯切り加工とは、歯車の歯を削る加工です。
切削工具と切りくずの間の摩擦が大きくなり、高い潤滑性が必要になります。一般的には、ドライ加工、あるいは不水溶性油剤が適しています。
また、仕上げ加工(シェービング)では、精度が要求されるため低粘度の不水溶性油剤が使われます。
ブローチ加工
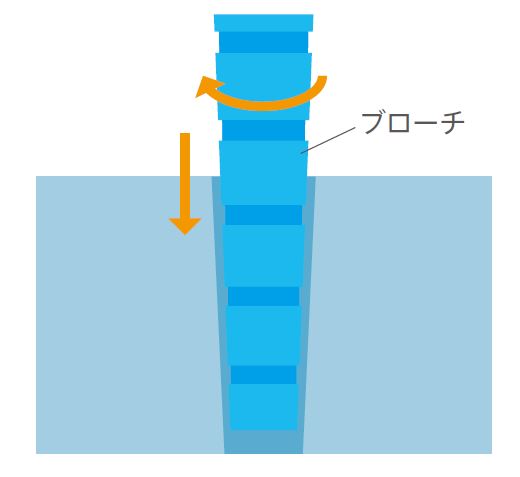
ブローチ加工とは、棒状の軸に多数の円刃が鋸状に並んだブローチという切削工具を使い、穴の内面や被削材の表面を切削する加工です。
工具寿命と加工精度、どちらも要求されるため、極圧添加剤を含む不水溶性油剤の使用が一般的です。
研削加工
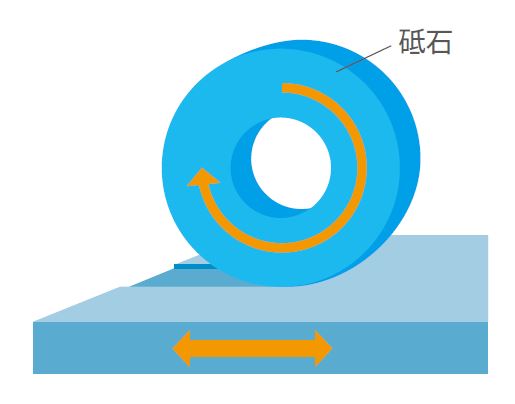
研削加工とは、高速回転する砥石によって加工物の表面を削る加工です。発生熱の多くが被削材に蓄熱されるため、摩擦熱を抑える潤滑性や冷却性に優れ、また、砥石の目詰まりを防ぐために浸透性(洗浄性)も必要になります。
一般的には、冷却に適した水溶性油剤が使用され、潤滑性と浸透性が優れたソリューブルが使われます。
加工方法ごとの油剤選択一覧表
| 油性形 | 不活性極圧形 | 活性極圧形 | エマルション | ソリュブル (マイクロ エマルション を含む) |
ソリューション | ||
|---|---|---|---|---|---|---|---|
| 基本性能 | 潤滑性 | ○ | ★ | ★ | ○~× | × | × |
| 抗溶着性 | ○ | ★ | ★ | × | × | × | |
| 冷却性 | × | × | × | ○ | ★ | ★ | |
| 浸透性 | ○ | ○ | ○ | ○ | ★ | × | |
| 洗浄性 | × | × | × | ○ | ★ | × | |
| 炭素鋼・合金鋼 | 旋削・ボーリング | ○ | ○ | ○ | |||
| ドリルリング | ○ | ○ | ○ | ○ | ○ | ||
| リーミング | ○ | ○ | |||||
| タッピング | ○ | ○ | ○ | ||||
| ミーリング | ○ | ○ | ○ | ||||
| ブローチ | ○ | ||||||
| 歯切り | ○ | ○ | |||||
| 研削 | ○ | ○ | ○ | ○ | ○ | ||
| ホーニング | ○ | ○ | |||||
| 超仕上げ | ○ | ||||||
| ステンレス鋼 | 旋削・ボーリング | ○ | ○ | ○ | |||
| ドリルリング | ○ | ○ | ○ | ||||
| リーミング | ○ | ○ | |||||
| タッピング | ○ | ○ | |||||
| ミーリング | ○ | ○ | |||||
| ブローチ | ○ | ||||||
| 歯切り | |||||||
| 研削 | ○ | ○ | |||||
| ホーニング | |||||||
| 超仕上げ | ○ | ||||||
| 鋳鉄 | 旋削・ボーリング | ○ | ○ | ||||
| ドリルリング | ○ | ○ | ○ | ||||
| リーミング | ○ | ○ | |||||
| タッピング | ○ | ○ | |||||
| ミーリング | ○ | ○ | ○ | ||||
| ブローチ | ○ | ||||||
| 歯切り | ○ | ||||||
| 研削 | ○ | ○ | ○ | ||||
| ホーニング | ○ | ○ | ○ | ||||
| 超仕上げ | |||||||
| アルミ合金 | 旋削・ボーリング | ○ | ○ | ○ | |||
| ドリルリング | ○ | ○ | ○ | ||||
| リーミング | ○ | ○ | ○ | ||||
| タッピング | ○ | ○ | ○ | ||||
| ミーリング | ○ | ○ | |||||
| ブローチ | |||||||
| 歯切り | |||||||
| 研削 | ○ | ○ | |||||
| ホーニング | ○ | ○ | |||||
| 超仕上げ | |||||||
(4)切削油選び方のまとめ
切削油剤を選ぶ際には、●被削材の材質加工方法 ●工具の材質 ●加工精度●工具寿命作業環境 ●地球環境(エコ)などの要素が複合的に関わってきます。ですから、「精度優先」「工具寿命優先」「作業環境優先」など優先事項を明確化し、基本方針を策定することが大切になります。
1. 基本方針の策定:「精度優先」「工具寿命優先」「作業環境優先」など優先事項を明確化。
2. 前提条件の確認:被削材はなにか、工具はなにか、加工方法はなにかなどを確認。
3. 油剤の候補選出·比較:過去の実績やメーカーからの推奨などを基準に油剤を選び、それぞれの性能を比較。
4. 選定·検証:最も適している油剤を使い、試削りなどを実施検証。不具合があれば添加剤を加えるなど調整。
5. 決定
前の項目:1-3.切削油剤の種類
次の項目:1-5.切削油剤と作業環境
このページをご覧になった方は、こちらの資料もチェックしています


お問い合わせ
商品に関するご質問や、お見積のご依頼など
お気軽にお問い合わせください。