








周辺情報
切削油剤
切削油剤の用途や使われ方、冷却する必要性について説明しています。
切削油剤とは
加工機械などで被削材の金属や樹脂などを切削・研削加工する際に使用される潤滑油のことをいいます。
切削油剤を被削材(削られる金属などの材料)と工具(被削材を加工する刃物)に吐出することによりさまざまな効果をもたらします。
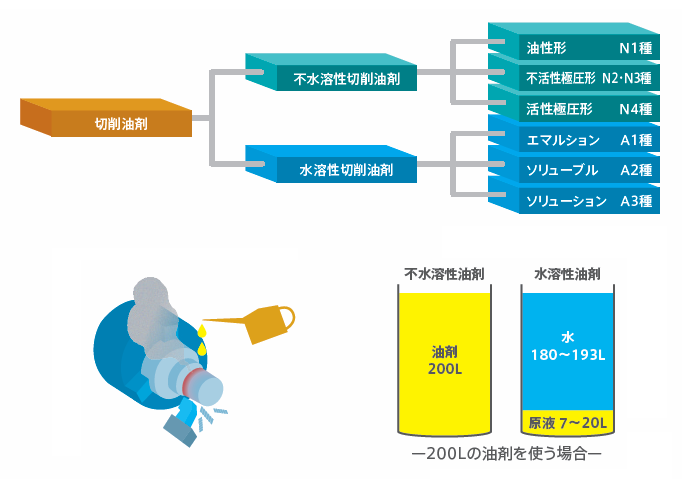
後述しますが、切削油剤は大きく分けると、水で希釈せずに使用する不水溶性切削油剤と希釈して使用する水溶性切削油剤に分けられます。
不水溶性切削油剤は「①潤滑」や「②抗溶着」を主な目的とし、加工精度が必要な切削に使用されます。
水溶性切削油は「③冷却」を主な目的とし、加工量の多い切削や寸法精度の必要な切削に使用されます。引火の危険性を低減できるメリットもあり、水溶性クーラントと呼ばれることもあります。切削加工機などで“クーラント”といえば水溶性クーラントのことを指す場合が多い(※)です。
※すべての場合に該当するわけではございません。不水溶性切削油のことをクーラントと呼ぶ場合もありますので、混同しないように注意が必要です。
切削油剤の目的と基本性能
切削油剤に求められる基本性能は、「①潤滑」、「②抗溶着」、「③冷却」、「④錆止め」、「⑤洗浄」と大きく分けて5つあります。 特に大切なのは、「①潤滑」、「②抗溶着」、「③冷却」の3つの作用になります。「②抗溶着」は被削材と工具、工具と切屑が切削時の高温高圧により接着するのを防ぐ作用です。
| 目的 | 働き | 基本性能 | ||||
|---|---|---|---|---|---|---|
| ①潤滑作用 | ②抗溶着作用 | ③冷却作用 | ④錆止め作用 | ⑤洗浄作用 | ||
| 寸法精度の向上 | 工具摩耗の抑制 | ○ | ○ | ○ | ||
| 熱膨張の抑制 | ○ | |||||
| 仕上げ面粗さの向上 | 構成刃先の抑制 | ○ | ○ | |||
| 切削力の低減 | 摩擦の抑制 | ○ | ||||
| 工具寿命の延長 | 工具摩耗の抑制 | ○ | ○ | ○ | ||
| 熱劣化の抑制 | ○ | |||||
| 作業の効率化 | 切りくず処理 | ○ | ||||
| 工作物の冷却 | ○ | |||||
| 品質の向上 | 工作物・工作機械の錆止め | ○ | ||||
各基本性能の効果
「①潤滑」作用 ~切削工具の切れ味アップ~
切削油剤の潤滑作用は、工具と工作物の摩耗を軽減させます。では、具体的に解説してみます。
工具と工作物、金属どうしが直接接触すると、その接触面は、実際には完全に密着しているのではなく、かすかな凹凸があり、その凹凸の突起した部分に大きな力がかかり摩擦が大きくなってしまいます。
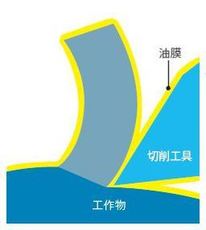
そのため、切削油剤を工具と工作物それぞれに供給し、金属表面に油膜を作ることで、直接金属どうしが接触するのを防ぎ摩擦や摩耗を軽減させます。これが切削油剤の潤滑作用です。
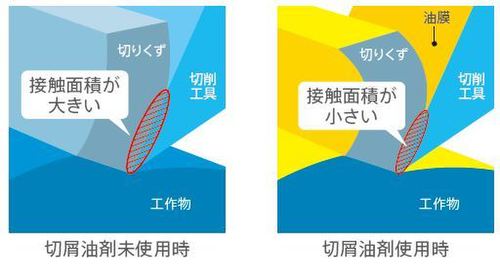
また、切削時には切屑が発生しますが、切削油剤により工具の切屑側の面(すくい面)と切屑の接触面の摩擦が小さくなるほど、切屑のわん曲の曲率半径は小さくなります。
曲率半径は小さくなると、工具と切屑の接触面積は小さくなり、切れ味が良くなります。
切削時の摩擦により工具の摩耗が起きるのは、主に切屑によるもので、工具を守る上でも切削油剤は重要な役割をしています。
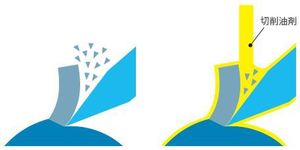
「②抗溶着」作用 ~工具の刃先を守る~
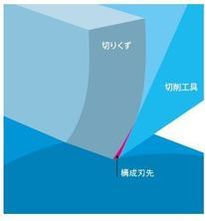
工具の刃先には、切削時に切屑の一部が溶けて付着し、硬い溶着物となります。これを構成刃先と呼びます。刃先に溶着するため、工作物の仕上げ精度が粗くなり、また、切削時に刃先の一部とともに剥がれ落ち、工具を劣化させることもあります。
特に、アルミ合金やステンレス、耐熱合金などで発生しやすくなります。
切削油剤は、刃先を油膜で守り、構成刃先の付着を防ぐ効果があります。
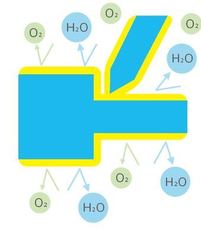
「③冷却」作用 ~工具の劣化を低減、加工精度・職場環境の安全性向上~
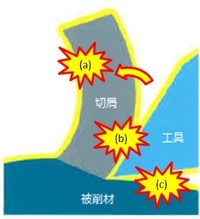
切削点での加工熱を出来るだけ抑える働きと、発生した熱をいち早く除去して工具と被削材を冷却させることが重要です。熱の発生源は左図に示してある次の三ヵ所です。
(a)被削材が切屑になる際のせん断熱。ひずみや破断を生じるために発生します
(切削熱の割合の約70%)。
(b)切屑が工具すくい面と摩擦しながら排出されるときに発生する摩擦熱。
(c)工具の逃げ面が被削材と摩擦することによって発生する摩擦熱。
((b)(c)合わせて、切削熱の割合の約30%)

切削時、切削温度は800℃から場合によっては1000℃にもなります。その熱は大半が切屑によって持ち去られますが、工具にも伝導し刃先の温度上昇につながります。
切削油剤の冷却作用は、温度上昇を抑制することで、熱による変形、軟化などから工具を守り、摩耗を低減して寿命を伸ばします。
工作物についても高温になりますが、冷却作用により、熱による膨張や変形を防ぎ、加工精度を守ります。
また、高温になった切屑は火災の原因となったり、触れたときに火傷したりと大変危険です。冷却作用は、そのような職場環境の安全にも大切な役割を持っています。
「④錆止め」作用 ~装置、工具、被削材を保護~
切削後の工作物は、水や酸素に反応し錆びやすい状態となっています。
切削油剤を用いることで、油膜が表面に付着して保護膜を作り、水や空気との接触を防ぎます。また、環境問題の視点から水溶性切削油剤が使われることが多くなってきており、工作物だけではなく工具や工作機械にも影響を与えやすくなっていますので、切削油剤の種類や性質をよく検討することが必要になってきています。
「⑤洗浄」作用 ~工具損傷を低減~
切削時に切屑が工具と工作物の間に挟まったり、付着することを切削油剤により洗い流して防ぎます。
また、切削時に発生する微細な切屑が周囲に飛び散ることも防げるため、職場環境を清潔に、安全に保つ効果もあります。
切削油剤の種類と特徴
切削油剤は大きく分けると、水で希釈せずに使用する不水溶性切削油剤と稀釈して使用する水溶性切削油剤に分けられます。
不水溶性油剤の特徴
●腐食しやすい非鉄金属などの軽切削に適している。
●潤滑性や抗溶着性に優れているため構成刃先を抑制し精度が要求される合金鋼や難削材の加工に適している。
●可燃性のため切削時や保管時に取り扱いに注意が必要。消防法の適用を受ける。
●高温になり油煙が発生しやすくオイルミスト対策が必要。
水溶性油剤の特徴
●冷却効果が高く、高速での切削に適している。
●被削材や工具などのさび止め対策が必要。
●管理にはバクテリア等による腐敗劣化対策が必要。
●不燃性のため工場の無人化などに適している。消防法の適用を受けない。※
●水で稀釈するためコストパフォーマンスが高い。
※全ての水溶性油剤が消防法の適用を受けないわけではありません。
切削油剤の選択
潤滑性や抗溶着性を重視する場合は不水溶性油剤、冷却性を重視する場合は水溶性油剤が主に選ばれます。
簡単に言えば、切れ味を重視するなら不水溶性油剤、冷却重視なら水溶性油剤ということになります。
また、浸透性、洗浄性については、界面活性剤を含んでいる水溶性油剤が優れていますが、錆止め性や耐劣化性などは、水が含まれていない不水溶性油剤のほうが優れています。
不水溶性と水溶性どちらを選択するか
潤滑性や抗溶着性を重視する場合は不水溶性油剤、冷却性を重視する場合は水溶性油剤が主に選ばれます。簡単に言えば、切れ味を重視するなら不水溶性油剤、冷却重視なら水溶性油剤ということになります。
また、浸透性、洗浄性については、界面活性剤を含んでいる水溶性油剤が優れていますが、錆止め性や耐劣化性などは、水が含まれていない不水溶性油剤のほうが優れています。
切削油剤の特性
| 特性 種類 (JIS分類) |
潤滑性 | 抗溶着性 | 冷却性 | 浸透性 | 洗浄性 | 消泡性 | さび止め性 | 耐腐敗性 | 耐劣化性 | 作業性 | 引火の危険性 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 不水溶性切削油剤 | 油性形 (N1種) |
○ | ○ | × | ○ | × | ★ | ★ | - | ★ | × | 有 |
| 不活性極圧形 (N2、N3種) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| 活性極圧形 (N4種) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| 水溶性切削油剤 | エマルション (A1種) |
○~× | × | ○ | ○ | ○ | ○ | × | × | × | × | 無 |
| ソリュブル (A2種) |
× | × | ★ | ★ | ★ | × | ○ | ○ | ○ | ○ | ||
| ソリューション (A3種) |
× | × | ★ | × | × | ★~○ | ○ | ★ | ○ | ★ | ||
なぜ切削油剤の冷却が必要?
切削油剤を使用して加工を行う加工機の油剤タンクには、多くの場合は冷却の機構が付属しています。加工や動作に伴う発熱により切削油剤の温度が上昇しますが、温度上昇により様々な問題が生じないように冷却を行います。
(1)加工精度の維持
加工熱に伴い切削油剤の温度が上昇すると、それに伴って、切削油剤に曝される被削材や機械本体、工具の温度も上昇します。
物質は温度上昇により熱膨張する性質があり、たとえば鉄は温度が10℃上昇するたびに、1mにつき寸法が0.1mm以上変化してしまいます。このために加工精度が悪くなるため、品質低下・補正加工の工数増加が懸念されます。
切削油剤を冷却し、一定温度に保つことで製品の品質向上、加工工数の削減に寄与します。
(2)機械本体や工具の保護
機械本体や工具の温度が上昇すると膨張により過剰な負荷がかかったり、工具の刃先が溶着しやすくなり寿命が短くなる可能性があります。切削油剤を適正温度に保つことは、機械本体や工具の保護の上でも大切なことです。
(3)切削油剤の蒸発、腐敗の抑制
特に水溶性切削油剤の場合、温度が上昇すると蒸発しやすくなり、また30~40℃ではバクテリアが繁殖しやすい温度のため腐食が著しく進行します。
蒸発ロスの低減、腐食の抑制により、メンテナンス工数や油剤購入費の削減につながります。
切削油剤の冷却方法
切削油剤の冷却方法として、一般的な方法として以下の2つの方法が考えられます。
(1)液冷式熱交換器
液体どうしを間接的に熱交換する液冷式の熱交換器を使用し、冷却水にて切削油剤を間接的に冷却する方法です。
冷却水の種類によって冷却の効果が大きく変わります。
例えば、冷却水として工場循環水やクーリングタワー水を使用すると、温度変化が大きく、特に夏場は冷却水自体が高温となるため加工品質が安定しにくくなります。一方で、通年温度の安定している井戸水や、温度設定可能なチラー水を使用すると年間を通して加工精度を一定にしやすいため、切削油剤の冷却としては優秀といえそうです。
(2)クーラントチラー
クーラント専用のチラーです。大きく分けて、浸漬型チラーと、直接循環型チラーの二つの種類があります。クーラント中に切削粉やスラッジが混入している場合、循環型ですと配管中に詰まったり、配管を摩耗させてしまう恐れがありますが、①浸漬型チラーは熱交換部を直接クーラント中に浸漬できるため、使用することができます。 ②直接循環型チラーは配管から機体内にクーラントを取り込み流入するので、切削粉・スラッジの少ないクリーンタンクへ配管したり、ストレーナー、フィルターを設置するなどして使用します。①浸漬型チラーと比較して温調精度は高いことが多いです。
参考
・2-3.チラーによる直接冷却
次の項目:1-4.油圧作動油
このページをご覧になった方は、こちらの資料もチェックしています


お問い合わせ
商品に関するご質問や、お見積のご依頼など
お気軽にお問い合わせください。